
Brakes
The brakes are not a very hard job to do but are complicated by the number of parts and their diversity. In the design of the brake linkage I have tried as much as possible to keep to scale but also to simplify the parts to a more uniform design.
They have also been broken down to ease manufacture using all the tools us modern model engineers have in the armory. A case in point are the brake beams. I don't know how they were made in full size but I decided on a fabrication.
So the brake beams were laser cut plate with machined ends welded on. This at the time looked the easiest way to construct the beams without resorting to high cost RPing or casting.
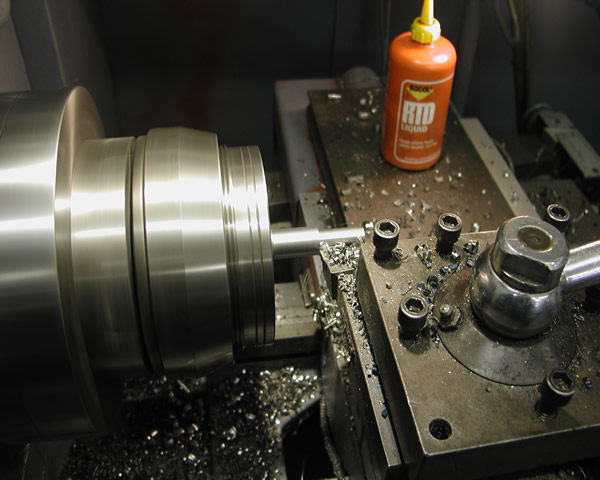
Turning the bosses
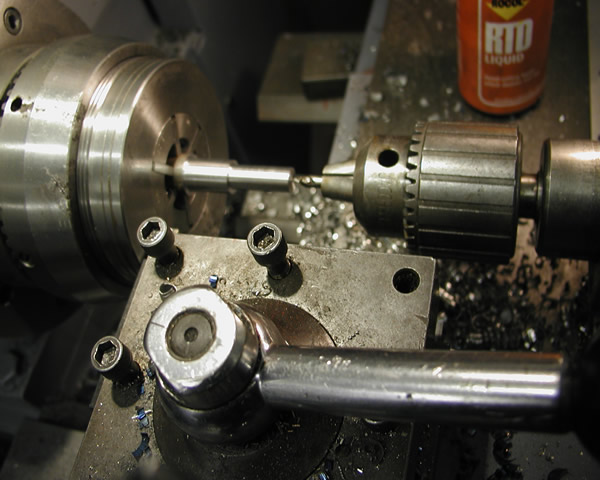
Cent re drilling the ends for the jig

Parting off these parting tools are awesome, fast as you like and no messing
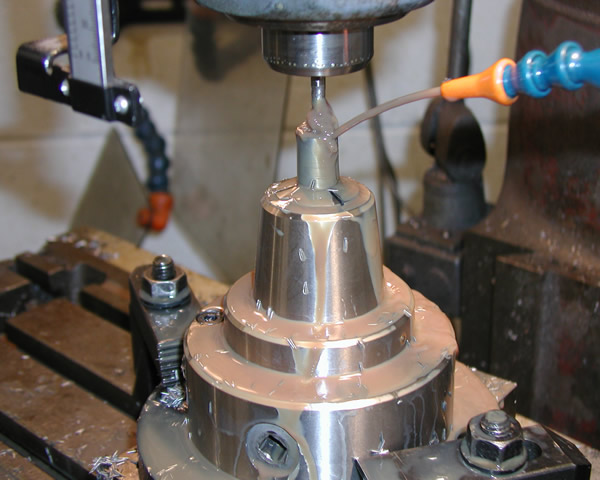
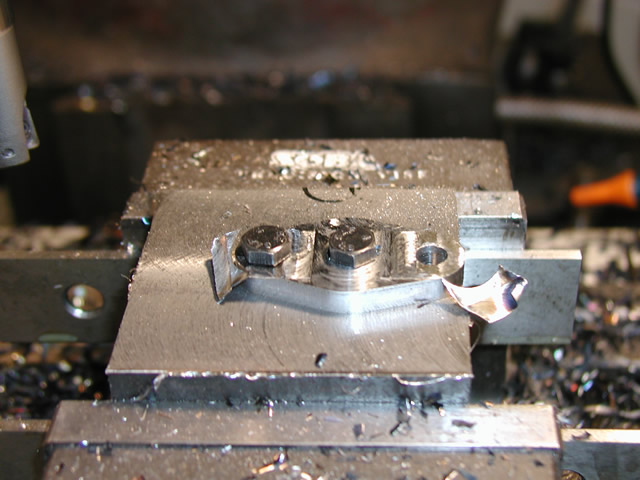
Slotting the bosses to fit the laser parts

Job done
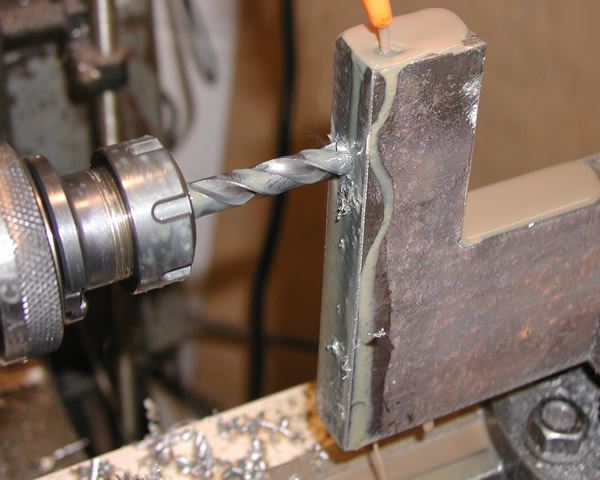
Drilling a jig to assemble the beams on and weld them

Beam ready for welding

All four beams welded
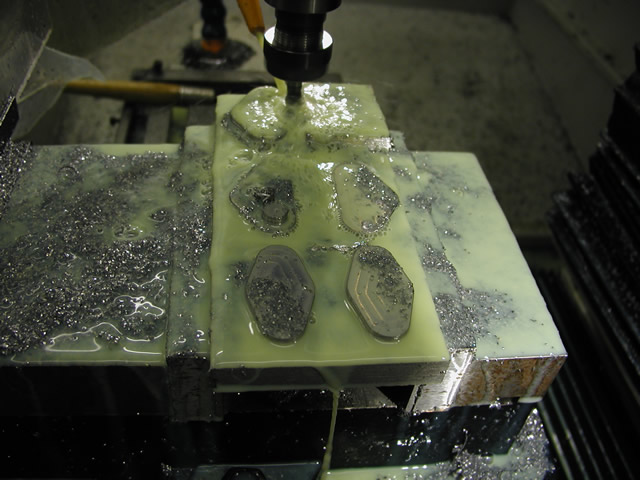
Next job was the equalizers so this seemed a god job for the CNC . I made the Solidworks drawing os i could do all the parts at one setting
First basic shape done

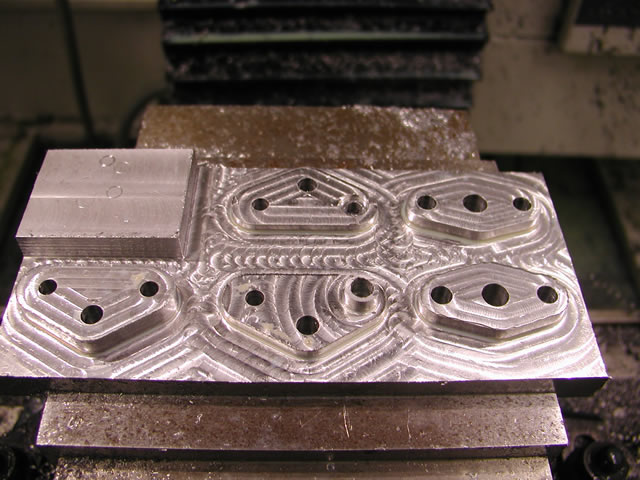
Clean off the back
Tidy up to size

Next job was the brake hangers, an RP pattern then lost wax cast in bronze all that was left wa to drill and ream the holes

Reaming frame pivot hole
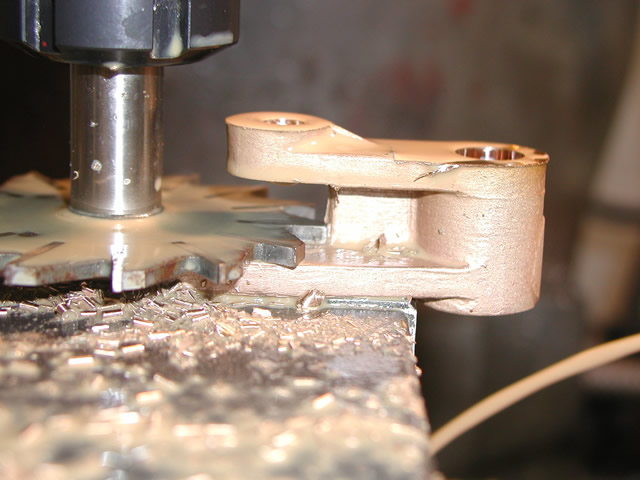
Removing the bridge pice behind the boss to form the pocket for the brake shoe